Daewoo G32 Continues Thread Cutting Example
- #1
I am trying to cut a light knurl pattern in the bore of a part using a threading tool and our Daewoo 400 with Fanuc 21i-TB control, the problem is I have to start and stop the thread tool in a narrow groove, I can do this on our Mori Seiki SL-25 with a 15T control with a G76 by using a Q to command what degree the thread starts at, however on our Daewoo 400 Q is a depth command and looking through the books I can't figure how to do a multi-start thread and have the same start point in "Z", any ideas??? These parts are too big to fit in the Mori or I would use it.
- #2
Doo the Daewoo have G32oo? Threadding cycle where you define each pass in X.
Example:
G0 X(start) Z(at least 4x's the lead or .25 should be ok)
G32 X(1st pass dia) Z(end point) F(thread lead)
X(next pass)
X(I think you get it)
- #3
Yes it has G32, but I see no option in the G32 cycle to pick the degree of thread start that I would need. Like for a 4 lead thread I would need to start one lead at 0 degrees, one at 90, 180 and 270 degrees, understand?
- #4
I don't know fanuc, but G32 on okuma would use C word for spindle angle and G71 would use Q word for number of starts (multi lead). So I would imagine you have something similar. No???
- #5
If your Daewoo has the Manual Guide conversational program available on it, I would just use that. It is a very simple process and you just fill in the blanks. You can control tool approach and departure. If needed, the program can be converted to G-code and merged into another program after you know it works.
Glenn @ Metro North
- #6
Not sure this will work on your machine and I don't know your pitch but for a 4 start thread on sliding headstock--I would take the pitch Xs 4--that will be your feed then drop back or start real far away and move forward 1/4 the pitch here's for a double start
G32 --Feed .250 per rev-
Start at Z-.05 and cut a thread then when cycle is done.
Go Z or W -.125 (1/2 the feed )and G32 again--Gives double start thread. Just use Xs 4 and drop 1/4 each time. should have 4 starts.
Unless you don't have the room on the part to move that far.
TRRINO
- #7
Multi start thread.
If you had 10 TPI as a multi thread of 4 leads, start the first thread at Z.4 and do the G76 complete.
Do the next from Z.3, then Z 2, etc., and you will have 4 leads 90 degrees apart.
Heinz.
http://home.columbus.rr.com/hputz
- #8
Like I said I HAD to start the tool in the same spot, but I called Daewoo today and they told me how to do it, the machine was set up to use a 2 line G76 cycle with Q telling it a depth of thread and I had to change a setting on the machine so it would read a single G76 line with Q telling it what degree to start the thread at, I ended up having to do 40 leads on a 9.818 lead and run at 25 RPM.
- #9
So Q is the word. ")
- #10
Im just amazed you actualy got into contact with someone from Daewoo. I was begening to get the impression that Daewoo,Kia, and hyundai all rang into the same answering machine and the secretary could only speak korean. I will admit, my korean is improving a bit.
com sa ha mita...........
- #11
Im just amazed you actualy got into contact with someone from Daewoo. I was begening to get the impression that Daewoo,Kia, and hyundai all rang into the same answering machine and the secretary could only speak korean. I will admit, my korean is improving a bit.
com sa ha mita...........
I got a number from a Daewoo machine repair guy, the number he calls in for help with, oh and this repair guy said what I wanted to do was impossible!!!.
- #12
I got a number from a Daewoo machine repair guy, the number he calls in for help with, oh and this repair guy said what I wanted to do was impossible!!!.
That's why repair guys are not programmers.
- #13
That's why repair guys are not programmers.
Yet they never seem to tire of dispensing bad advice. 
- #14
Just figured I would show the parts I made, turned out pretty cool, the grooves are required so that a Teflon bushing can be installed with a press fit and glue of some kind, and the grooves hold the glue so it doesn't get all pressed out when installing the bushing. And it's hard to tell how big the part is but that is a 20" chuck and the part is 12.5 dia. and the spiraled bore is 3.25 I.D.

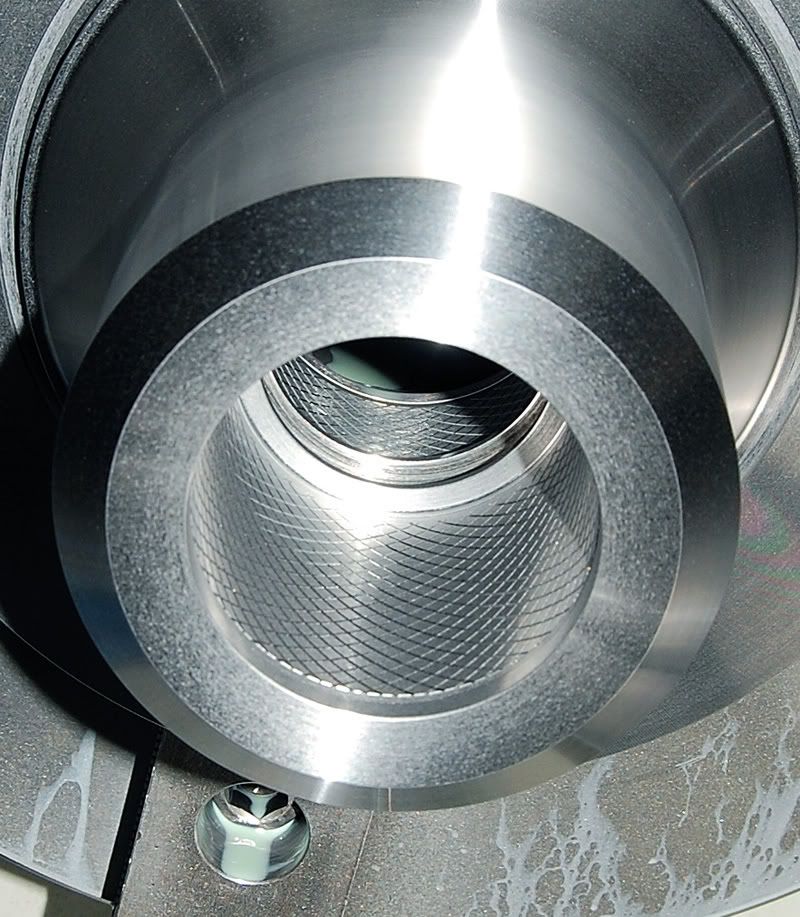
![]()
GM
Cast Iron
- #15
Nice work Cuda! Was this a one off or do you get to run a batch?
Gary M.
- #16
Nice work Cuda! Was this a one off or do you get to run a batch?
Gary M.
I made 1 about 2 weeks ago that the company was in a hurry for, then I just made 12 more over the last 2 days. I filled up 5 or 6 55 gal. drums full of heavy chips, roughing out at 800 FPM at .255 depth of cut and .018/.020 feed.
- #17
Just curious, Was that a multi start thread cycle to get the grooves in there?
- #18
Like I said I HAD to start the tool in the same spot, but I called Daewoo today and they told me how to do it, the machine was set up to use a 2 line G76 cycle with Q telling it a depth of thread and I had to change a setting on the machine so it would read a single G76 line with Q telling it what degree to start the thread at, I ended up having to do 40 leads on a 9.818 lead and run at 25 RPM.
I have the same problem...
I know that 5 years have passed since this thread had be opened but If anyone knows what this setting/parameter that he changed I'll appreciate to share it with us.
My program is like this (metric) :
T0101
G54 G40
G97 G99
M3 S50
G00 X57 Z2 M8
G76 P010030 R0.25
G76 X33.25 Z-114 P11375 Q100 F31
GO X500 Z2 M9
M30
As the the starter of the explained I can't use Z for different start points of the G76.
Thx in advance for any suggestions.
- #19
I have done something similar using G32.
You can keep the Z start the same, and change the start angle. I believe it was P word, but I'd have to check my manual to be sure. P180000 would give you a start that is 180° from P0.
- #20
I have done something similar using G32.
You can keep the Z start the same, and change the start angle. I believe it was P word, but I'd have to check my manual to be sure. P180000 would give you a start that is 180° from P0.
Oh, I see. I'll try your suggestion first thing tomorrow and let u know what happened. Thx a lot for your time.
Τhe piece I currently working has a spike (don't know if this "spike" is correct translation - u know with a contour 12mm I made a channel to Z-axis so the piece can be connected in a different piece with a hole without rotating)
pfff my English sucks - especially when using machinelike terms.
So I made a catcher for the piece using this spike. Hold the piece-catcher in chuck and there I used the piece that I wanted to work with. Tailstock used for keeping the piece hold tight during cut.
Worked like a charm, but time that I spend to make catcher, pfff
made it in lathe and then in wire... half day passed like this...
Source: https://www.practicalmachinist.com/vb/cnc-machining/multi-start-thread-problem-fanuc-21i-control-151883/
0 Response to "Daewoo G32 Continues Thread Cutting Example"
Post a Comment